天鼎服务热线400-075-8199

天鼎服务热线400-075-8199

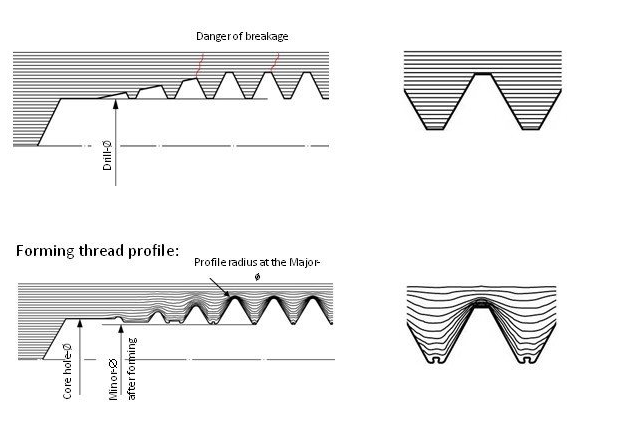
挤压成型又称作冷作成型(cold forming)。内螺纹的挤压成型通常是通过挤压丝锥来实现的。
挤压丝锥起初主要是为解决航空航天领域铝合金材料螺纹经多次拆卸后螺纹配合松动、螺纹强度降低的难题而研制的。因此,挤压丝锥也主要应用于铝材类塑性较大的材料攻丝。由于近年来此类材料在汽车行业的大范围应用,因此,挤压丝锥在汽车行业应用也越来越广泛。
挤压成型通过挤压使塑性金属产生局部“流动”,从而获得所需形状。这种加工方式较传统切削加工而言,主要有以下特点和优势:
1.无屑,螺纹表面质量高;
2.金属组织纤维连续,螺纹强度高;
3.冷作硬化,螺纹表面耐磨;
4.攻丝速度高,提高加工效率;丝锥寿命长。
由于是“暴力”挤压成型,因此就需要较高的攻丝扭矩。一般的,同等工况下挤压丝锥所需的扭矩是切削丝锥的1.5-2倍。因此,也就限制了挤压丝锥的规格。常见规格为M20以下。
在选用挤压丝锥时应特别注意以下几点:
材料
一般为塑性较大的材料,如铝合金、低碳钢以及普通不锈钢等。
底孔
挤压丝锥对攻丝底孔尺寸要求较为苛刻。底孔太小,挤压螺纹过于饱满,攻丝扭矩过大导致丝锥寿命低。底孔太大,成型螺纹不够饱满,强度降低。因此,合适的攻丝底孔对挤压丝锥尤为重要。
润滑
在允许的条件下,尽可能的提高润滑性能。这不仅仅是为了降低扭矩提高丝锥寿命,更重要的是提高螺纹表面质量。
此外,使用挤压丝锥攻丝时螺纹孔不宜太深,螺纹有效深度尽量控制在1.5倍径深以内。深孔攻丝需采用带润滑沟槽的挤压丝锥。










